



Өтө тез лазерлер ондогон жылдардан бери бар болгону менен, акыркы эки он жылдыкта өнөр жайлык колдонмолор тездик менен өстү. 2019-жылы өтө тез лазерлердин рыноктук наркылазердик материалиштетүү болжол менен 460 миллион АКШ долларын түздү, жылдык өсүш темпи 13% түздү. Өнөр жай материалдарын иштетүү үчүн өтө тез лазерлер ийгиликтүү колдонулган колдонуу чөйрөлөрүнө жарым өткөргүчтөр өнөр жайында фотомаска жасоо жана оңдоо, ошондой эле кремнийди майдалоо, айнекти кесүү/сызуу жана (индий калай кычкылы) уюлдук телефондор жана планшеттер сыяктуу керектөөчү электроникада ITO пленкасын алып салуу, автомобиль өнөр жайы үчүн поршеньдик текстуралоо, коронардык стенттерди өндүрүү жана медициналык өнөр жайы үчүн микрофлюиддик түзмөктөрдү өндүрүү кирет.

01 Жарым өткөргүчтөр өнөр жайында фотомаскаларды өндүрүү жана оңдоо
Өтө тез лазерлер материалдарды иштетүүдөгү алгачкы өнөр жайлык колдонмолордун биринде колдонулган. IBM 1990-жылдары фотомаска өндүрүүдө фемтосекунддук лазердик абляцияны колдонгонун билдирген. Металл чачырандыларын жана айнектин бузулушун пайда кылган наносекунддук лазердик абляция менен салыштырганда, фемтосекунддук лазердик маскалар металл чачырандыларын, айнектин бузулушун ж.б. көрсөтпөйт. Артыкчылыктары. Бул ыкма интегралдык микросхемаларды (ИМС) өндүрүү үчүн колдонулат. ИМ чибин өндүрүү үчүн 30га чейин маска талап кылынышы мүмкүн жана баасы 100 000 доллардан жогору. Фемтосекунддук лазердик иштетүү 150 нмден төмөн сызыктарды жана чекиттерди иштете алат.
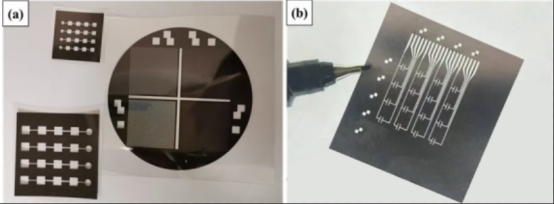
1-сүрөт. Фотомаска жасоо жана оңдоо
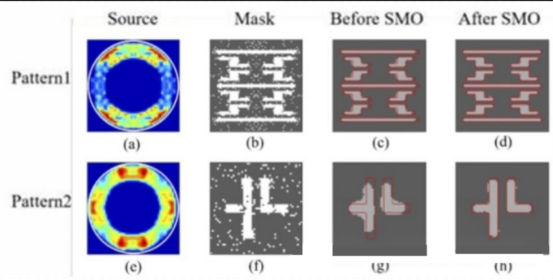
2-сүрөт. Экстремалдык ультрафиолет литографиясы үчүн ар кандай маска үлгүлөрүн оптималдаштыруунун жыйынтыктары
02 Жарым өткөргүчтөр өнөр жайында кремнийди кесүү
Кремний пластинасын кесүү жарым өткөргүчтөр өнөр жайындагы стандарттуу өндүрүш процесси болуп саналат жана адатта механикалык кесүү аркылуу жүргүзүлөт. Бул кесүүчү дөңгөлөктөрдө көбүнчө микрожарыктар пайда болот жана жука (мисалы, калыңдыгы < 150 мкм) пластиналарды кесүү кыйын. Кремний пластиналарын лазер менен кесүү жарым өткөргүчтөр өнөр жайында көп жылдардан бери колдонулуп келет, айрыкча жука пластиналар (100-200 мкм) үчүн жана бир нече этапта жүргүзүлөт: лазердик оюк, андан кийин механикалык бөлүү же жашыруун кесүү (б.а. кремнийдин ичиндеги инфракызыл лазер нуру), андан кийин механикалык лента бөлүү. Наносекунддук импульстук лазер саатына 15 пластинаны, ал эми пикосекунддук лазер саатына 23 пластинаны жогорку сапатта иштете алат.
03 Керектелүүчү электроника өнөр жайында айнек кесүү/сызуу
Уюлдук телефондор жана ноутбуктар үчүн сенсордук экрандар жана коргоочу көз айнектер жука болуп баратат жана кээ бир геометриялык формалар ийри болуп калат. Бул салттуу механикалык кесүүнү кыйындатат. Адаттагы лазерлер, айрыкча, бул айнек дисплейлер 3-4 катмар болуп тизилгенде жана үстүнкү 700 мкм калыңдыктагы коргоочу айнек чыңалганда кесүү сапаты начар болот, бул жергиликтүү чыңалуудан улам сынып калышы мүмкүн. Өтө тез лазерлер бул көз айнектерди четинин бекемдиги жакшыраак кесе алары көрсөтүлдү. Чоң жалпак панелдерди кесүү үчүн фемтосекунддук лазерди айнек барактын арткы бетине фокустап, алдыңкы бетине зыян келтирбестен, айнектин ичин тырмап салууга болот. Андан кийин айнекти механикалык же жылуулук каражаттары менен кесилген үлгү боюнча сындырууга болот.
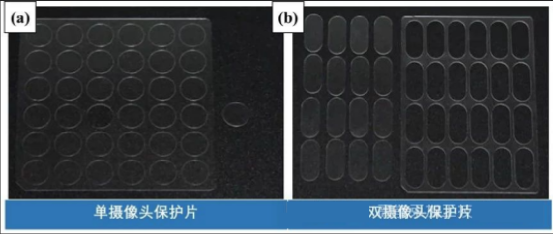
3-сүрөт. Пикосекунддук өтө тез лазердик айнекти атайын формада кесүү
04 Автоунаа өнөр жайындагы поршень текстуралары
Жеңил автоунаа кыймылдаткычтары чоюн сыяктуу эскирүүгө туруктуу эмес алюминий эритмелеринен жасалган. Изилдөөлөр көрсөткөндөй, автоунаа поршенинин текстураларын фемтосекунддук лазер менен иштетүү сүрүлүүнү 25% га чейин азайта алат, анткени калдыктарды жана майды натыйжалуу сактоого болот.

4-сүрөт. Кыймылдаткычтын иштешин жакшыртуу үчүн автоунаа кыймылдаткычынын поршендерин фемтосекунддук лазер менен иштетүү
05 Медицина тармагында коронардык стенттерди өндүрүү
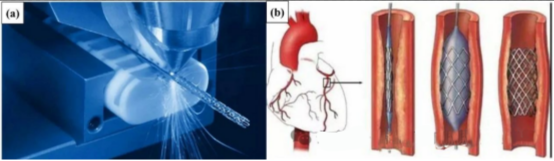
Кандын уюп калган тамырларга агып өтүшү үчүн канал ачуу максатында дененин коронардык артерияларына миллиондогон коронардык стенттер имплантацияланат, бул жыл сайын миллиондогон адамдардын өмүрүн сактап калат. Коронардык стенттер, адатта, болжол менен 100 мкм тирөөч туурасы бар металлдан (мисалы, дат баспас болоттон, никель-титан формасындагы эс тутум эритмесинен же жакында кобальт-хром эритмесинен) жасалган зым торчодон жасалат. Узун импульстуу лазердик кесүүгө салыштырмалуу, кронштейндерди кесүү үчүн өтө тез лазерлерди колдонуунун артыкчылыктары - жогорку кесүү сапаты, жакшыраак беттик жасалгалоо жана азыраак таштанды, бул кайра иштетүүдөн кийинки чыгымдарды азайтат.
06 Медициналык өнөр жай үчүн микрофлюиддик түзүлүштөрдү өндүрүү
Микрофлюиддик түзүлүштөр медициналык тармакта ооруларды текшерүү жана диагноз коюу үчүн кеңири колдонулат. Алар, адатта, айрым бөлүктөрүн микроинъекциялык калыптоо жана андан кийин желимдөө же ширетүү аркылуу байланыштыруу жолу менен жасалат. Микрофлюиддик түзүлүштөрдү өтө тез лазердик жол менен жасоонун артыкчылыгы айнек сыяктуу тунук материалдарда туташтыруунун кажети жок 3D микроканалдарды өндүрүү болуп саналат. Бир ыкма - көлөмдүү айнектин ичинде өтө тез лазердик жол менен жасоо, андан кийин нымдуу химиялык оюу, ал эми экинчиси - калдыктарды кетирүү үчүн айнектин же пластиктин ичинде дистилденген сууда фемтосекунддук лазердик абляция. Дагы бир ыкма - каналдарды айнектин бетине машина менен орнотуп, аларды фемтосекунддук лазердик ширетүү аркылуу айнек капкак менен жабуу.
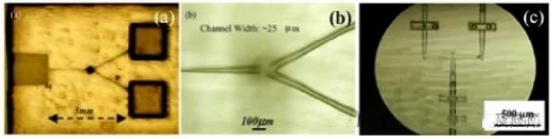
6-сүрөт. Айнек материалдарынын ичиндеги микрофлюиддик каналдарды даярдоо үчүн фемтосекунддук лазер менен индукцияланган селективдүү оюу
07 Инжектордук форсунканы микробургулоо
Фемтосекунддук лазердик микротешиги менен иштетүү жогорку басымдагы инжектор рыногундагы көптөгөн компанияларда микро-EDMди алмаштырды, анткени агым тешик профилдерин өзгөртүүдөгү ийкемдүүлүк жогору жана иштетүү убактысы кыскарды. Фокустун абалын жана нурдун жантайышын алдын ала сканерлөөчү башы аркылуу автоматтык түрдө башкаруу мүмкүнчүлүгү күйүү камерасында атомизацияны же кирүүнү күчөтө турган апертура профилдерин (мисалы, ствол, жаркыроо, конвергенция, дивергенция) иштеп чыгууга алып келди. Бургулоо убактысы абляция көлөмүнө жараша болот, бургулоонун калыңдыгы 0,2 – 0,5 мм жана тешиктин диаметри 0,12 – 0,25 мм, бул ыкманы микро-EDMге караганда он эсе тезирээк кылат. Микробургулоо үч этапта жүргүзүлөт, анын ичинде пилоттук тешиктерди орой жана бүтүрүү. Аргон скважинаны кычкылдануудан коргоо жана баштапкы этаптарда акыркы плазманы коргоо үчүн кошумча газ катары колдонулат.
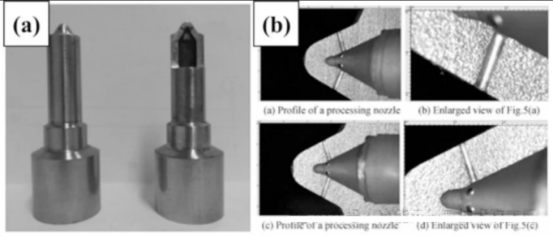
7-сүрөт. Дизель кыймылдаткычынын инжектору үчүн тескери конус тешигин фемтосекунддук лазер менен жогорку тактыкта иштетүү
08 Өтө тез лазердик текстуралоо
Акыркы жылдары, иштетүүнүн тактыгын жакшыртуу, материалдык зыянды азайтуу жана иштетүүнүн натыйжалуулугун жогорулатуу максатында, микромеханика тармагы акырындык менен изилдөөчүлөрдүн көңүл чордонунда болуп калды. Өтө тез лазердин ар кандай иштетүү артыкчылыктары бар, мисалы, аз зыян жана жогорку тактык, бул иштетүү технологиясын өнүктүрүүнүн чордонуна айланды. Ошол эле учурда, өтө тез лазерлер ар кандай материалдарга таасир эте алат жана лазердик иштетүү материалдык зыян да изилдөөнүн негизги багыты болуп саналат. Өтө тез лазер материалдарды абляциялоо үчүн колдонулат. Лазердин энергия тыгыздыгы материалдын абляция босогосунан жогору болгондо, абляцияланган материалдын бети белгилүү бир мүнөздөмөлөргө ээ микро-нано түзүлүшүн көрсөтөт. Изилдөөлөр көрсөткөндөй, бул атайын беттик түзүлүш материалдарды лазер менен иштетүүдө пайда болгон кеңири таралган көрүнүш. Беттик микро-нано түзүлүштөрдү даярдоо материалдын өзүнүн касиеттерин жакшыртып, ошондой эле жаңы материалдарды иштеп чыгууга мүмкүндүк берет. Бул өтө тез лазер менен беттик микро-нано түзүлүштөрдү даярдоону маанилүү өнүктүрүү мааниси бар техникалык ыкмага айлантат. Учурда металл материалдары үчүн өтө тез лазердик беттик текстуралоо боюнча изилдөөлөр металлдын бетин нымдоо касиеттерин, беттик сүрүлүүнү жана эскирүүнү жакшыртып, каптоо адгезиясын, ошондой эле клеткалардын багыттуу көбөйүшүн жана адгезиясын жакшырта алат.
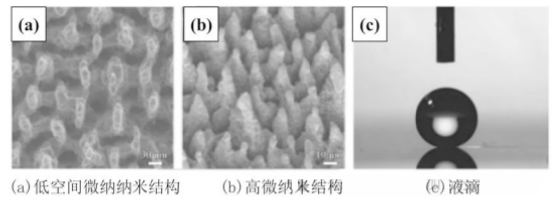
8-сүрөт. Лазер менен даярдалган кремний бетинин супергидрофобдук касиеттери
Заманбап иштетүү технологиясы катары, өтө тез лазердик иштетүү кичинекей жылуулук таасир этүүчү зона, материалдар менен өз ара аракеттенүүнүн сызыктуу эмес процесси жана дифракция чегинен тышкары жогорку чечилиштеги иштетүү мүнөздөмөлөрүнө ээ. Ал ар кандай материалдарды жогорку сапаттагы жана жогорку тактыктагы микро-нано иштетүүнү жана үч өлчөмдүү микро-нано структурасын жасоону ишке ашыра алат. Атайын материалдарды, татаал структураларды жана атайын түзүлүштөрдү лазердик өндүрүшкө жетүү микро-нано өндүрүшү үчүн жаңы жолдорду ачат. Учурда фемтосекунддук лазер көптөгөн заманбап илимий тармактарда кеңири колдонулуп келет: фемтосекунддук лазерди микролинза массивдери, бионикалык кошулма көздөрү, оптикалык толкун өткөргүчтөрү жана метабеттер сыяктуу ар кандай оптикалык түзүлүштөрдү даярдоо үчүн колдонсо болот; жогорку тактыгын, жогорку чечилишин жана үч өлчөмдүү иштетүү мүмкүнчүлүктөрүн колдонуп, фемтосекунддук лазер микроысыткыч компоненттери жана үч өлчөмдүү микро-флюиддик каналдар сыяктуу микрофлюиддик жана оптофлюиддик чиптерди даярдай алат же интеграциялай алат; Мындан тышкары, фемтосекунддук лазер ар кандай типтеги беттик микронаноструктураларды даярдай алат, бул чагылдырууга каршы, чагылдырууга каршы, супергидрофобдук, музга каршы жана башка функцияларды аткарат; андан тышкары, фемтосекунддук лазер биомедицина тармагында да колдонулуп, биологиялык микростенттер, клетка культурасынын субстраттары жана биологиялык микроскопиялык сүрөткө тартуу сыяктуу тармактарда мыкты көрсөткүчтөрдү көрсөтүп келет. Колдонуунун кеңири келечеги. Учурда фемтосекунддук лазерди иштетүүнүн колдонуу тармактары жыл сайын кеңейүүдө. Жогоруда айтылган микрооптика, микрофлюидика, көп функциялуу микронаноструктуралар жана биомедициналык инженерия колдонмолорунан тышкары, ал метабеттик даярдоо, микронано өндүрүшү жана көп өлчөмдүү оптикалык маалыматты сактоо сыяктуу кээ бир жаңыдан пайда болуп жаткан тармактарда да чоң роль ойнойт.
Жарыяланган убактысы: 2024-жылдын 17-апрели











