



Иштөө принциби, түрлөрү жана колдонулушулазер менен тазалоотехнология
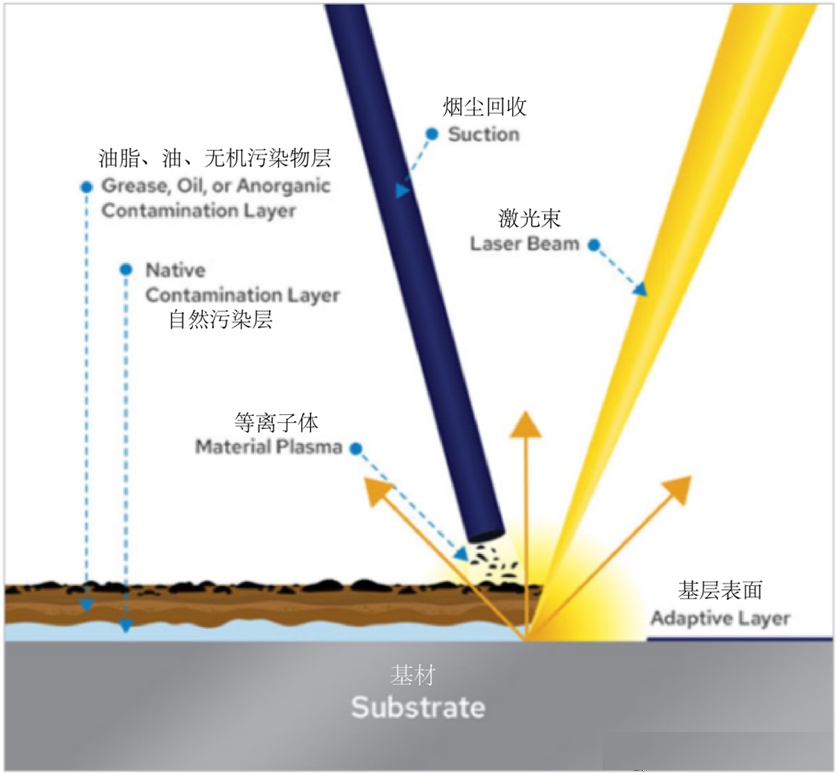
Лазердик тазалоо технологиясы инженердик тармакта лазердик технологиянын ийгиликтүү колдонулушу болуп саналат. Анын негизги принциби - лазердин жогорку энергия тыгыздыгын колдонуп, бөлүктүн негизине жабышкан булгоочу заттар менен өз ара аракеттенип, алардын негизден заматта жылуулук кеңейиши, эриши жана газдын бууланышы түрүндө бөлүнүп чыгышына алып келет. Лазердик тазалоо технологиясы жогорку натыйжалуулук, экологиялык жактан тазалык жана энергияны үнөмдөө менен мүнөздөлөт. Ал дөңгөлөктөрдүн көктөрүн тазалоо, учактын кузовунун боёгун кетирүү жана маданий калдыктарды калыбына келтирүү сыяктуу тармактарда ийгиликтүү колдонулуп келет.
салттуу тазалоо технологиялары төмөнкүлөрдү камтыйтмеханикалык сүрүлүү тазалоо(кум чачуу менен тазалоо, жогорку басымдагы суу агымы менен тазалоо ж.б.), химиялык коррозияны тазалоо, ультраүн менен тазалоо, кургак музду тазалоо ж.б. Бул тазалоо технологиялары ар кандай тармактарда кеңири колдонулуп келет. Мисалы, кум чачуу менен тазалоо металлдын дат баскан тактарын, металлдын бетиндеги бүдүрлөрдү жана ар кандай катуулуктагы абразивдерди тандоо менен схемалык такталардагы үч өткөргүч лактарды кетире алат. Химиялык коррозияны тазалоо технологиясы жабдуулардын беттериндеги, казандардагы жана мунай түтүктөрүндөгү май тактарын тазалоодо кеңири колдонулат. Бул тазалоо технологиялары жакшы иштелип чыкканы менен, аларда дагы эле кээ бир көйгөйлөр бар. Мисалы, кум чачуу менен тазалоо иштетилген бетке оңой эле зыян келтириши мүмкүн, ал эми химиялык коррозияны тазалоо туура эмес колдонулса, айлана-чөйрөнүн булганышына жана тазаланган беттин дат басышына алып келиши мүмкүн. Лазердик тазалоо технологиясынын пайда болушу тазалоо технологиясындагы революцияны билдирет. Ал жогорку энергия тыгыздыгын, жогорку тактыкты жана лазердик энергияны натыйжалуу өткөрүүнү пайдаланат жана тазалоонун натыйжалуулугу, тазалоонун тактыгы жана тазалоонун орду жагынан салттуу тазалоо технологияларына караганда айкын артыкчылыктарга ээ. Ал химиялык коррозияны тазалоо жана башка тазалоо технологиялары менен шартталган айлана-чөйрөнүн булганышынан натыйжалуу кача алат жана негизге зыян келтирбейт.
Ошентип, лазердик тазалоо деген эмне? Лазердик тазалоо - бул катуу нерсенин (же кээде суюктуктун) бетинен материалды алып салуу үчүн лазер нуру колдонулган процесс. Лазердик агымдын төмөндүгүндө материал сиңирилген лазер энергиясы менен ысытылып, бууланат же сублимацияланат. Лазердик агымдын жогорку деңгээлинде материал адатта плазмага айланат. Адатта, лазердик тазалоо импульстуу лазерлерди колдонуу менен материалды алып салууну билдирет, бирок лазердин интенсивдүүлүгү жетиштүү жогору болсо, материалды абляциялоо үчүн үзгүлтүксүз толкундуу лазер нурун колдонсо болот. Терең ультрафиолет нурунун эксимер лазери негизинен оптикалык абляция үчүн колдонулат. Оптикалык абляция үчүн колдонулган лазердин толкун узундугу болжол менен 200 нм. Лазер энергиясын сиңирүү тереңдиги жана бир лазердик импульс менен алынып салынган материалдын көлөмү материалдын оптикалык касиеттерине, ошондой эле лазердин толкун узундугуна жана импульстун узундугуна жараша болот. Ар бир лазердик импульс менен бутадан алынып салынган жалпы масса адатта абляция ылдамдыгы деп аталат. Лазердик нурдун сканерлөө ылдамдыгы жана сканерлөө сызыгынын каптоосу ж.б. абляция процессине олуттуу таасир этет.
Лазердик тазалоо технологиясынын түрлөрү
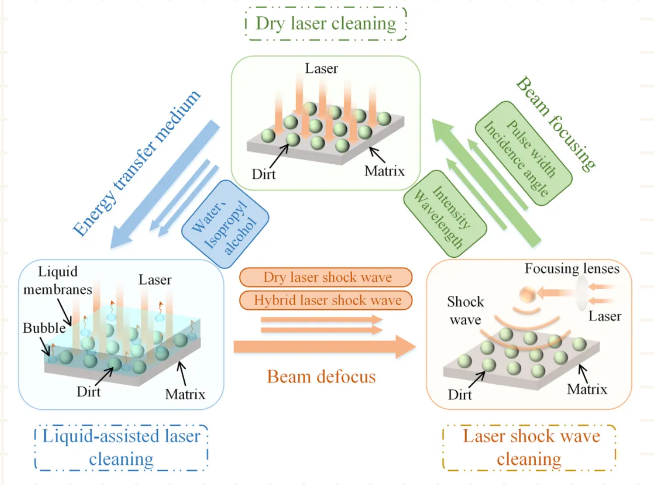
1) Лазердик кургак тазалоо: Кургак лазердик тазалоо тазалоочу бөлүккө импульстук лазер менен түз нурланууну билдирет, бул негиздин же беттик булгоочу заттардын энергияны сиңирип, температуранын жогорулашына алып келет, натыйжада негиздин жылуулук кеңейишине же жылуулук термелишине алып келет, ошону менен экөөнү бөлүп турат. Бул ыкманы болжол менен эки кырдаалга бөлүүгө болот: биринчиси, беттик булгоочу заттар лазердик энергияны сиңирип, кеңейет; экинчиси, негиз лазердик энергияны сиңирип, жылуулук термелүүсүн пайда кылат. 1969-жылы С.М. Бедайр жана башкалар жылуулук менен иштетүү, химиялык коррозия жана кум менен тазалоо сыяктуу ар кандай беттик тазалоо ыкмаларынын ар кандай кемчиликтери бар экенин аныкташкан. Ошол эле учурда, лазердик фокустоодон кийинки жогорку энергия тыгыздыгы материалдын бетинин буулануу кубулушун мүмкүн кылат, бул материалдын бетин бузбай тазалоо мүмкүнчүлүгүн берет. Эксперименттер аркылуу 30 МВт/см2 кубаттуулуктагы тыгыздыгы бар рубин Q-которулган лазерди колдонуу кремний материалынын беттик булгоочу заттарды негизге зыян келтирбестен тазалоого мүмкүндүк берери аныкталды жана биринчи жолу материалдын беттик булгоочу заттарды лазердик кургак тазалоо ишке ашырылды. Жалпы ылдамдыкты пленка катмарынын фрагменттеринин ажырап кетүү ылдамдыгы менен төмөнкүчө чагылдырууга болот:
Формулада ε лазердик импульстук энергия индексин, h булгоочу пленка катмарынын калыңдыгынын индексин, ал эми E пленка катмарынын серпилгичтик модулунун индексин билдирет.
2) Лазердик нымдуу тазалоо: Тазалана турган бөлүк импульстук лазерге дуушар болордон мурун, бетке алдын ала каптоочу суюк пленка сүйкөлөт. Лазердин таасири астында суюк пленканын температурасы тез көтөрүлүп, бууланат. Буулануу учурунда булгоочу заттардын бөлүкчөлөрүнө таасир этүүчү жана алардын субстраттан ажырашына алып келүүчү сокку толкуну пайда болот. Бул ыкма субстрат менен суюк пленканын бири-бири менен реакцияга кирбешин талап кылат, ошону менен колдонулуучу материалдардын диапазонун чектейт. 1991-жылы К. Имен жана башкалар салттуу тазалоо ыкмалары колдонулгандан кийин жарым өткөргүч пластиналардын жана металл материалдарынын беттериндеги калдык субмикрондук бөлүкчөлөрдүн булгоочу заттарынын көйгөйүн чечип, лазердик энергияны натыйжалуу сиңире алган материалдык субстраттын бетине пленка каптоону изилдешкен. Андан кийин, CO2 лазерин колдонуу менен пленка лазердик энергияны сиңирип, температураны тез көтөрүп, кайнатып, жарылуучу бууланууну пайда кылып, бул булгоочу заттарды субстраттын бетинен кетирген. Бул тазалоо ыкмасы лазердик нымдуу тазалоо деп аталат.
3) Лазердик плазмалык шок толкуну менен тазалоо: Лазердик плазмалык шок толкундары лазер аба чөйрөсүн нурландырып, тоголок плазмалык шок толкунунун пайда болушуна алып келгенде пайда болот. Шок толкуну тазалана турган бөлүктүн бетине таасир этет жана булгоочу заттарды жок кылуу үчүн энергия бөлүп чыгарат. Лазер субстратка таасир этпейт, ошондуктан субстратка зыян келтирбейт. Лазердик плазмалык шок толкуну менен тазалоо технологиясы эми диаметри бир нече ондогон нанометр болгон бөлүкчөлөрдү тазалай алат жана лазердин толкун узундугуна эч кандай чектөөлөр жок. Плазманы тазалоонун физикалык принцибин төмөнкүдөй кыскача баяндаса болот: а) Лазер чыгарган лазер нуру иштетилген беттеги булгануу катмары тарабынан сиңирилип алынат. б) Көп өлчөмдөгү сиңирүү тез кеңейүүчү плазманы (өтө иондоштурулган туруксуз газ) пайда кылат жана сокку толкунун пайда кылат. в) Сокку толкуну булгоочу заттардын бөлүнүп чыгышына жана жок болушуна алып келет. г) Жарык импульсунун импульсунун туурасы иштетилген бетке зыян келтириши мүмкүн болгон жылуулук топтолушун болтурбоо үчүн жетиштүү кыска болушу керек. д) Эксперименттер металл бетинде оксиддер болгондо, металл бетинде плазма пайда болорун көрсөттү. Плазма энергия тыгыздыгы босогодон ашып кеткенде гана пайда болот, бул алынып салынган булгануу катмарына же кычкыл катмарына жараша болот. Бул босого эффектиси субстрат материалынын коопсуздугун камсыз кылуу менен бирге натыйжалуу тазалоо үчүн абдан маанилүү. Плазманын көрүнүшүнүн дагы экинчи босогосу бар. Эгерде энергия тыгыздыгы бул босогодон ашып кетсе, субстрат материалы бузулат. Субстрат материалынын коопсуздугун камсыз кылуу менен бирге натыйжалуу тазалоону жүргүзүү үчүн, жарык импульсунун энергия тыгыздыгы эки босогонун ортосунда болушун камсыз кылуу үчүн лазер параметрлерин кырдаалга жараша тууралоо керек. 2001-жылы Ж.М. Ли жана башкалар жогорку кубаттуулуктагы лазерлер фокусталганда плазмалык сокку толкундарын пайда кылат деген өзгөчөлүктү колдонуп, кремний пластинасына параллель нурлануу үчүн энергия тыгыздыгы 2,0 Дж/см2 (кремний пластиналарынын бузулуу босогосунан бир топ жогору) болгон импульстук лазерди колдонушкан, бул кремний пластинасынын бетинде адсорбцияланган 1 мкм вольфрам бөлүкчөлөрүн ийгиликтүү тазалаган. Бул тазалоо ыкмасы лазердик плазмалык сокку толкуну менен тазалоо деп аталат жана так айтканда, лазердик плазмалык сокку толкуну менен тазалоо кургак лазердик тазалоонун бир түрү болуп саналат. Бул үч лазердик тазалоо технологиясынын баштапкы максаты жарым өткөргүч пластиналардын бетиндеги майда бөлүкчөлөрдү тазалоо болгон. Лазердик тазалоо технологиясы жарым өткөргүч технологиясынын өнүгүшү менен пайда болгон деп айтууга болот. Бирок, лазердик тазалоо технологиясы дөңгөлөктөрдүн көктү тазалоо, учактын кабыгынын боёгун кетирүү жана артефакттын бетин калыбына келтирүү сыяктуу башка тармактарда да тынымсыз колдонулуп келет. Лазердик нурлануу астында инерттүү газ субстраттын бетине үйлөтүлүшү мүмкүн. Булгоочу заттар беттен сыйрылып алынганда, алар газ менен дароо беттен үйлөп, беттин кайра булганышына жана кычкылданышына жол бербейт.
Theлазердик тазалоо технологиясын колдонуу
1) Жарым өткөргүч тармагында жарым өткөргүч пластиналарды жана оптикалык субстраттарды тазалоо ошол эле процессти камтыйт, ал чийки заттарды кесүү, майдалоо ж.б. аркылуу керектүү формага келтирүү менен иштетүү. Бул процесстин жүрүшүндө бөлүкчөлөр кошулат, аларды алып салуу кыйын жана кайталануучу булгануу көйгөйлөрүн жаратат. Жарым өткөргүч пластиналардын бетиндеги булгоочу заттар схемалык платаны басып чыгаруунун сапатына таасир этип, жарым өткөргүч чиптердин иштөө мөөнөтүн кыскартат. Оптикалык субстраттардын бетиндеги булгоочу заттар оптикалык түзүлүштөрдүн жана каптоолордун сапатына таасир этип, энергиянын бирдей эмес бөлүштүрүлүшүнө алып келип, иштөө мөөнөтүн кыскартат. Лазердик кургак тазалоо субстраттын бетине зыян келтирүүгө жакын болгондуктан, бул тазалоо ыкмасы жарым өткөргүч пластиналарды жана оптикалык субстраттарды тазалоодо азыраак колдонулат. Лазердик нымдуу тазалоо жана лазердик плазмалык шок толкундарын тазалоо бул тармакта ийгиликтүү колдонулат. Сюй Чуаньи жана башкалар диэлектрик пленка катары өтө жылмакай оптикалык субстраттардын бетине микро масштабдуу атайын магниттик боёкту түшүрүүнү изилдешкен, андан кийин тазалоо үчүн импульстук лазерди колдонушкан. Тазалоо эффектиси жакшы болду, бирок бирдик аянттагы аралашма бөлүкчөлөрүнүн саны көбөйгөнү менен, аралашма бөлүкчөлөрүнүн өлчөмү жана каптоо аянты бир топ азайган. Бул ыкма өтө жылмакай оптикалык субстраттардын бетиндеги микро масштабдуу аралашма бөлүкчөлөрүн натыйжалуу тазалай алат. Чжан Пин лазердик плазмалык тазалоо технологиясында ар кандай бөлүкчө өлчөмүндөгү булгоочу заттардын тазалоо эффектисине иштөө аралыгынын жана лазер энергиясынын таасирин изилдеген. Эксперименталдык жыйынтыктар өткөргүч айнек субстраттардагы полистирол бөлүкчөлөрү үчүн 240 мДж энергия үчүн оптималдуу иштөө аралыгы 1,90 мм экенин көрсөттү. Лазер энергиясы жогорулаган сайын тазалоо эффектиси бир топ жакшырды жана ири бөлүкчөлүү булгоочу заттарды тазалоо оңой болду.
2) Металл материалдар тармагында металл материалдарынын беттерин тазалоо жарым өткөргүч пластиналарды жана оптикалык субстраттарды тазалоодон айырмаланат. Тазалана турган булгоочу заттар макроскопиялык категорияга кирет. Металл материалдарынын бетиндеги булгоочу заттар негизинен кычкыл катмарын (дат катмарын), боёк катмарын, каптоону жана башка тиркемелерди камтыйт жана органикалык булгоочу заттарга (мисалы, боёк катмары, каптоо) жана органикалык эмес булгоочу заттарга (мисалы, дат катмары) бөлүүгө болот. Металл материалынын бетиндеги булгоочу заттарды тазалоо негизинен кийинки иштетүү же колдонуу талаптарын канааттандыруу үчүн жүргүзүлөт, мисалы, ширетүү алдында титан эритмесинин тетиктеринин бетинен болжол менен 10 мкм кычкыл катмарын алып салуу, учактарды капиталдык оңдоо учурунда кайра чачууну жеңилдетүү үчүн тери бетиндеги баштапкы боёк каптоосун алып салуу жана беттин тазалыгын жана калыптын сапатын жана иштөө мөөнөтүн камсыз кылуу үчүн резина дөңгөлөк калыпка бекитилген резина бөлүкчөлөрүн үзгүлтүксүз тазалоо. Металл материалдарынын бузулуу чеги алардын бетиндеги булгоочу заттардын лазердик тазалоо чегине караганда жогору. Тиешелүү кубаттуулуктагы лазерди тандоо менен жакшыраак тазалоо эффектине жетишүүгө болот. Бул технология кээ бир тармактарда жетилген түрдө колдонулуп келет. Ван Лихуа жана башкалар алюминий эритмелеринин жана титан эритмелеринин беттериндеги кычкыл кабыктарды иштетүүдө лазердик тазалоо технологиясын колдонууну изилдешкен. Изилдөөнүн жыйынтыктары көрсөткөндөй, энергия тыгыздыгы 5,1 Дж/см2 болгон лазерди колдонуу A5083-111H алюминий эритмесинин бетиндеги кычкыл катмарын тазалоо менен бирге субстраттын жакшы сапатын сактоого мүмкүндүк берет, ал эми орточо кубаттуулугу 100 Вт болгон импульстук лазерди сканерлөө жолу менен колдонуу титан эритмелеринин бетиндеги кычкыл катмарын натыйжалуу тазалап, материалдын бетинин катуулугун жакшырта алат. Ruike Laser, Daqu Laser жана Shenzhen Chuangxin сыяктуу ата мекендик компаниялар шиналар, металлдын дат баскан катмарлары жана компоненттердин бетиндеги май тактары сыяктуу резина калыптарын тазалоо үчүн кеңири колдонулган лазердик тазалоочу жабдууларды иштеп чыгышкан.
3) Маданий эстеликтер жаатында металл жана таш эстеликтерин жана кагаз беттерин тазалоо алардын узак тарыхынан улам бетинде пайда болгон кир жана сыя тактары сыяктуу булгоочу заттарды кетирүү үчүн зарыл. Бул булгоочу заттарды эстеликтерди калыбына келтирүү үчүн кетирүү керек. Каллиграфия жана сүрөт сыяктуу кагаз чыгармалары туура эмес сакталганда, алардын бетинде көк өсүп, тактарды пайда кылат. Бул тактар кагаздын баштапкы көрүнүшүнө, айрыкча маданий же тарыхый баалуулугу жогору кагазга олуттуу таасир этет, бул анын баалуулугуна жана корголушуна таасир этет. Чжао Ин жана башкалар кагаз түрмөктөрүндөгү көктүн тактарын тазалоо үчүн ультрафиолет лазерин колдонуунун мүмкүнчүлүгүн изилдешкен. Эксперименталдык жыйынтыктар көрсөткөндөй, бир жолу сканерлөө үчүн энергия тыгыздыгы 3,2 Дж/мм2 болгон лазерди колдонуу ичке тактарды кетирүүгө, ал эми эки жолу сканерлөө тактарды толугу менен кетирүүгө мүмкүндүк берет. Бирок, колдонулган лазер энергиясы өтө жогору болсо, тактарды кетирүү менен кагаз түрмөгүнө зыян келтирет. Чжан Сяотун жана башкалар лазердик вертикалдык нурлануу суюк пленка ыкмасын колдонуп, алтын жалатылган коло эстеликти ийгиликтүү калыбына келтиришкен. Чжан Личен жана башкалар Хань династиясынын сүрөтү түшүрүлгөн аял карапа фигурасын калыбына келтирүүдө лазердик тазалоо технологиясын колдонушкан. Юань Сяодун жана башкалар таш калдыктарын тазалоодо лазердик тазалоо технологиясынын таасирин изилдеп, тазалоодон мурун жана кийин кумдуктун денесине келтирилген зыянды, ошондой эле сыя тактарынын, түтүндүн жана боёктун булганышынын тазалоочу таасирин салыштырып көрүшкөн.
Корутунду: Лазердик тазалоо технологиясы салыштырмалуу өнүккөн ыкма болуп саналат, аэрокосмостук, аскердик техника, электрондук жана электротехника сыяктуу жогорку тактыктагы тармактарда кеңири изилдөө жана колдонуу келечеги бар. Учурда лазердик тазалоо технологиясы натыйжалуу, экологиялык жактан таза жана мыкты тазалоо көрсөткүчтөрүнүн аркасында айрым тармактарда ийгиликтүү колдонулуп келет. Анын колдонуу чөйрөлөрү акырындык менен кеңейүүдө. Лазердик тазалоо технологиясынын өнүгүшү боёкту кетирүү жана дат басуу сыяктуу тармактарда гана эмес, акыркы жылдары металл зымдардагы кычкыл катмарын тазалоо үчүн лазерди колдонуу жөнүндө маалыматтар да бар. Учурдагы колдонуу тармактарынын кеңейиши жана жаңы тармактардын өнүгүшү лазердик тазалоо технологиясынын өнүгүшүнүн негизи болуп саналат. Жаңы лазердик тазалоо жабдууларын изилдөө жана иштеп чыгуу жана жаңы лазердик тазалоо жабдууларын иштеп чыгуу ар кандай функцияларды пайда кылып, айырмачылыктарды көрсөтөт. Келечекте өнөр жай роботтору менен кызматташуу аркылуу толук автоматтык лазердик тазалоого да жетишүүгө болот. Лазердик тазалоо технологиясынын өнүгүү тенденциясы төмөнкүдөй:
(1) Лазердик тазалоо технологиясын колдонууну жетектөө үчүн лазердик тазалоо теориясы боюнча изилдөөлөрдү күчөтүү. Көптөгөн документтерди карап чыккандан кийин, лазердик тазалоо технологиясын колдогон жетилген теориялык система жок экени жана көпчүлүк изилдөөлөр эксперименттерге негизделгени аныкталды. Лазердик тазалоо теориялык системасын түзүү лазердик тазалоо технологиясын андан ары өнүктүрүү жана жетилгендик үчүн негиз болуп саналат.
(2) Колдонуу талааларын кеңейтүү жана жаңы колдонуу талаалары. Лазердик тазалоо технологиясы боёкту кетирүү жана дат басуу сыяктуу тармактарда ийгиликтүү колдонулуп келет жана акыркы жылдары металл зымдардагы кычкыл катмарын тазалоо үчүн лазерди колдонуу жөнүндө маалыматтар бар. Колдонуу талааларынын кеңейиши жана жаңы талааларды өнүктүрүү лазердик тазалоо технологиясын өнүктүрүү үчүн түшүмдүү жер болуп саналат.
(3) Жаңы лазердик тазалоочу жабдууларды изилдөө жана иштеп чыгуу. Жаңы лазердик тазалоочу жабдууларды иштеп чыгуу айырмачылыкты көрсөтөт. Бир түрү - бул бир нече колдонуу тармактарын камтыган белгилүү бир универсалдуу жабдуулар, мисалы, бир түзмөк бир эле учурда боёкту кетирүү жана дат басуу функцияларын аткара алат. Экинчи түрү - бул кичинекей мейкиндиктердеги булгоочу заттарды тазалоо функциясын аткаруу үчүн атайын арматураларды же оптикалык булаларды долбоорлоо сыяктуу белгилүү бир муктаждыктар үчүн атайын жабдуулар. Өнөр жай роботтору менен кызматташуу аркылуу толугу менен автоматтык лазердик тазалоо да популярдуу колдонуу багыты болуп саналат.
Жарыяланган убактысы: 2025-жылдын 17-июлу











